When it comes to manufacturing high-quality precision components, CNC machining stands out as a reliable and highly accurate method. However, achieving perfection in every cut requires a deep understanding of tolerances. In engineering and manufacturing, tolerance refers to the acceptable limit of variation in a physical dimension.
In this article, inspired by an insightful educational video from Protolabs, we will explore the fundamentals of CNC machining tolerances, the core manufacturing sub-processes, and the primary factors that directly impact the accuracy of your finished parts.
Mastering Tolerances in CNC Machining processes
1. The Two Main CNC Sub-Processes: Milling vs. Turning
CNC machining is not just a single process; it is a collection of sub-processes guided by CAD designs. Choosing the correct process for your geometry is critical to achieving the tight tolerances you need in a cost-effective manner.
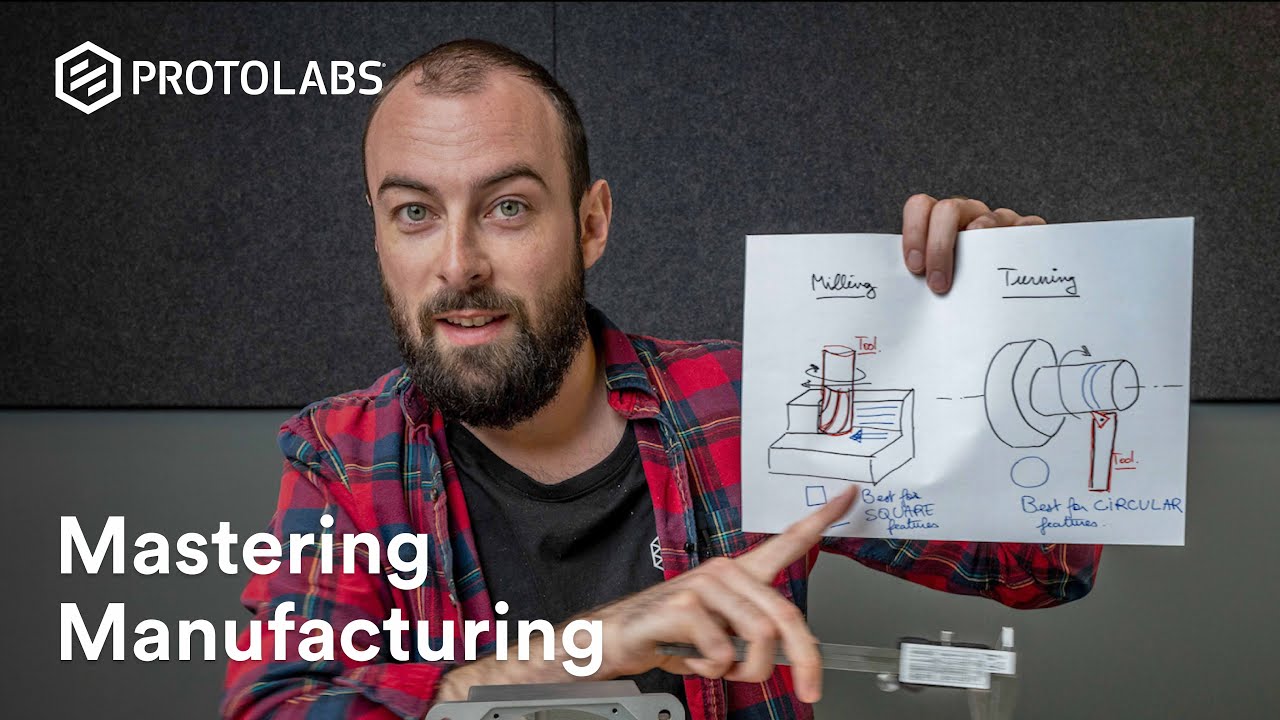
- CNC Milling: Perfect for low-volume prototyping and parts with square or custom geometries. During milling, the raw material block remains stationary while rotational cutting tools move across the X, Y, and Z axes to subtract material point by point.
- CNC Turning (Lathe): Best suited for parts with round or cylindrical features. In turning, the raw billet spins rapidly in a chuck while a stationary cutting tool shapes the workpiece.
2. Key Factors That Impact CNC Machining Tolerances
Achieving tight tolerances—such as ±0.01 mm—depends heavily on multiple variables during the manufacturing lifecycle. Here are the most critical factors to consider:
A. Technology & Process Choice
The chosen machining technology dictates the level of tolerance you can naturally achieve. For instance, a feature machined on a lathe may naturally yield different tolerance results compared to one made on a 3-axis mill. When extremely tight tolerances are required, secondary processes like flat or circular grinding machines may be introduced.
B. Part Design & Complexity
Intricate and highly complex designs make holding tight tolerances much more challenging. It is always a best practice to collaborate and communicate with experienced manufacturing engineers during the design phase to align expectations with reality.
C. Workpiece Material
Material behavior plays a massive role in precision. Generally speaking, metals behave much more predictably and are easier to machine to tight tolerances than plastics. Unless you are using specific high-end engineering plastics, temperature fluctuations and material flexibility make plastic tolerances harder to control.
D. Production Quantity
The volume of parts being produced changes the manufacturer's approach to setup and process control:
- Low Volume / Prototypes: Focuses on manual adjustments and rapid setup.
- High Volume (Mass Production): Allows manufacturers to invest in dedicated fixtures and strict process controls, creating high stability and consistency over thousands of units.
E. Post-Processing & Surface Finishes
Secondary finishing treatments can change the final dimensions of your part. For example, a heavy anodizing treatment (like Type III hard coat) can add up to 50 microns of thickness. If tolerances are ultra-tight, you should either:
- Choose a finish with negligible thickness changes (like chromate conversion coating).
- Explicitly request masking on critical tolerance areas during post-processing.
Watch the Full Video Guide
To get a complete, in-depth explanation of how these elements come together to shape your custom parts, check out the masterclass video below:
🔑 Key Takeaway:
Designing for manufacturing (DFM) means understanding which tolerances are truly necessary. Over-tolerancing your design will only increase production costs without adding functional value.



