I decided to make a table using an interlocking joint I came across. The joint is designed in such a way that once the parts are assembled it appears they penetrate one another without a visible seam.

This is not a new joinery idea, nor a new table design, but it was fun coming to understand the joint and making it on the router.
I actually made the table twice. Between the first run and the second I changed the overall height, the proportions, and the method of fixturing the stock to the router table. I actually really didn't like the first one. It was too small and fragile looking. It was also an overly complex way of holding the stock and required a fair amount of hand work to clean it up. The second version was wider, taller, and much easier to secure to the table. Although that too had its disadvantages.

I found the wood in the off cuts section of my lumber dealer here in Ann Arbor (B&B Heartwoods). They were cheap, but not exactly sized correctly. I planed them down to be a uniform thickness, which I wanted to maximize. This resulted in stock 1.16" thick - oooookay so be it!

Here are some images of the sequence of assembly. The mortise of the red accommodates the section of the green:

This is a key image. You can see how the blue member has a gap in the front while the green member is positioned with a gap for the back.

The view is reversed below. You can see how the blue member can slide past the green one. The gap on the other side of the blue member slips over the green one.

The green is slid back, closing over the blue, and hiding the mortise in the red.

For those to fit invisibly (or nearly so, it's definitely not totally invisible) the stock needs to be planed uniformly and measured accurately for the 3D modeling and toolpath programming. The parts obviously need to be cut accurately. I aimed for a gap of no larger than 0.01" (0.25mm).


I cut them on my 3-axis CNC router. Because the parts need to be milled from both sides I had the flip the part half way through cutting. If set up correctly this is absolutely no problem. I used two dowel holes, centered on the part to align the part again after the flip. I used a 1/4" upshear endmill to cut them into the spoilboard and through the workpiece. These were two separate toolpaths using the same geometry - otherwise the depth of cut was too great. The tool cut length is only 1.25" but in this case the stock was 1.16" thick and I need to go at least 0.5" into the spoilboard.
Here you can see the 1/4" x 1-1/4" dowel pins and corresponding holes in the stock:


Next up is the ball end milling to smooth the chamfered surface. You can see the tabs in this image. They hold the workpiece in the blank during the cutting. They only hit the chamfer from this side. The other side is cleanly milled. After the part is fully cut those will be smooth out with a sharp chisel and scraper.

Here's the roughing pass after the flip - the centered dowel pin is visible. These provide a very accurate way to realign the part after the flip.

Here are all three parts after finished routing:

The parts are removed from the stock block using the bandsaw and then a chisel is used to clean off the tab material from the bevel.
Next a chisel is used to square up the corners where the cylindrical router bit could not reach. This allowed me to keep the crisp edges I wanted to the chamfer. It would have been possible to round the edges of the chamfers to match the mortise but that's not the look I wanted. If I were making these tables for production I would certainly do that. Or even make the mortises completely round at the ends and the chamfers become a round over.
This version was a lot of toolpaths and a lot of manual cleanup.
Here's the 3D model with the chamfered through holes:

3/8" Bolts. A hole is bored into the table, narrower than the hole in the stock, so the threads bite into the spoilboard.

Here's a part, bolted down, after milling one side:

Here's the part flipped, after completing the roughing pass. A ball end mill chamfers the surface. A final contour pass using the side of the ball end tool finished the milling.

Milled parts, after chiseling out the corners:

The hole gets a chamfer by hand:

The finished table:


Because the original holes were not centered on the end arcs, to cover the hole location and be centered now, the new holes have to be quite large as seen on the green piece. Doesn't look good. Same for centering them on the hold holes (red). So I think the best (least worst) bet are 1" holes over the old location (blue).

Slots better echo the overall form - those below are 2" long and 3.75" long (which matches the width):

Perhaps using double-sided carpet tape like I did for the Origami Table would have been the best solution for this project.

This is not a new joinery idea, nor a new table design, but it was fun coming to understand the joint and making it on the router.
I actually made the table twice. Between the first run and the second I changed the overall height, the proportions, and the method of fixturing the stock to the router table. I actually really didn't like the first one. It was too small and fragile looking. It was also an overly complex way of holding the stock and required a fair amount of hand work to clean it up. The second version was wider, taller, and much easier to secure to the table. Although that too had its disadvantages.
Table Version 1
The table has three wood members. I wanted each to read as separate so I used three different wood species. The woods I chose were Walnut, Ash, and Mahogany. Walnut because it is darker than the others and the grain is evident but not overpowering. Ash because it has a very prevalent grain pattern, and Mahogany because the color is different and the grain is very subtle.
I found the wood in the off cuts section of my lumber dealer here in Ann Arbor (B&B Heartwoods). They were cheap, but not exactly sized correctly. I planed them down to be a uniform thickness, which I wanted to maximize. This resulted in stock 1.16" thick - oooookay so be it!
Parts and Sequence of Assembly
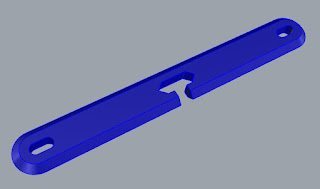
Here are the parts - geometrically identical except for the mortise in the middle:
Here are some images of the sequence of assembly. The mortise of the red accommodates the section of the green:

This is a key image. You can see how the blue member has a gap in the front while the green member is positioned with a gap for the back.

The view is reversed below. You can see how the blue member can slide past the green one. The gap on the other side of the blue member slips over the green one.

The green is slid back, closing over the blue, and hiding the mortise in the red.

For those to fit invisibly (or nearly so, it's definitely not totally invisible) the stock needs to be planed uniformly and measured accurately for the 3D modeling and toolpath programming. The parts obviously need to be cut accurately. I aimed for a gap of no larger than 0.01" (0.25mm).


I cut them on my 3-axis CNC router. Because the parts need to be milled from both sides I had the flip the part half way through cutting. If set up correctly this is absolutely no problem. I used two dowel holes, centered on the part to align the part again after the flip. I used a 1/4" upshear endmill to cut them into the spoilboard and through the workpiece. These were two separate toolpaths using the same geometry - otherwise the depth of cut was too great. The tool cut length is only 1.25" but in this case the stock was 1.16" thick and I need to go at least 0.5" into the spoilboard.
Here you can see the 1/4" x 1-1/4" dowel pins and corresponding holes in the stock:

Tools
The three tools I used for routing were:- 1/4" Upshear Endmill
- 1/2" Upshear Endmill
- 1/2" Upshear Ball Endmill
Part Milling
Here's the sequence of cutting:- Bore into spoilboard for the metal alignment pins
- Secure the workpiece to spoilboard with two screws
- Bore through the workpiece for the alignment pins
- Mill the mortise in the center of the part
- Contour the outline using thick tabs to secure the part into the stock
- Rough out the chamfered edge (include tabs)
- Finish the chamfered edge (include tabs)
- Insert dowel pins into the spoilboard
- Flip the work
- Secure the workpiece again with screws
- Contour the outline with tabs (same toolpath as above)
- Rough the chamfer (same toolpath with no tabs needed on this side)
- Finish the chamfer (same toolpath above, again no tabs)

Next up is the ball end milling to smooth the chamfered surface. You can see the tabs in this image. They hold the workpiece in the blank during the cutting. They only hit the chamfer from this side. The other side is cleanly milled. After the part is fully cut those will be smooth out with a sharp chisel and scraper.

Here's the roughing pass after the flip - the centered dowel pin is visible. These provide a very accurate way to realign the part after the flip.

Here are all three parts after finished routing:

The parts are removed from the stock block using the bandsaw and then a chisel is used to clean off the tab material from the bevel.
Next a chisel is used to square up the corners where the cylindrical router bit could not reach. This allowed me to keep the crisp edges I wanted to the chamfer. It would have been possible to round the edges of the chamfers to match the mortise but that's not the look I wanted. If I were making these tables for production I would certainly do that. Or even make the mortises completely round at the ends and the chamfers become a round over.
This version was a lot of toolpaths and a lot of manual cleanup.
Table Version 2
So in this next version I tried to simplify everything. I wanted to use smaller sized stock without so much waste, and no tabs which had to be manually cleaned up. In terms of the fixturing I've tried lots of things in the past, usually using a vacuum table. This time I tried screwing right through the part and making the hole part of the design.Here's the 3D model with the chamfered through holes:

3/8" Bolts. A hole is bored into the table, narrower than the hole in the stock, so the threads bite into the spoilboard.

Here's a part, bolted down, after milling one side:

Here's the part flipped, after completing the roughing pass. A ball end mill chamfers the surface. A final contour pass using the side of the ball end tool finished the milling.

Milled parts, after chiseling out the corners:

The hole gets a chamfer by hand:

The finished table:


Conclusion
After having seen the built project my conclusion is - the holes are fantastically lame. I'd never build another one of these but if I did I'd have to do some more work on this to make them appear more integral to the piece.Because the original holes were not centered on the end arcs, to cover the hole location and be centered now, the new holes have to be quite large as seen on the green piece. Doesn't look good. Same for centering them on the hold holes (red). So I think the best (least worst) bet are 1" holes over the old location (blue).

Slots better echo the overall form - those below are 2" long and 3.75" long (which matches the width):


Perhaps using double-sided carpet tape like I did for the Origami Table would have been the best solution for this project.



