I've been taking a course in slip casting at the Ann Arbor Art Center. My goal with the class was to combine this traditional method of making ceramic forms with newer digital techniques of production. This blog post documents what I've learned so far and some of the tools and techniques used.


The basic process involves pouring a plaster mold of a form, then pouring in liquid clay known as slip to create a ceramic version of the objects. The ceramic molded part is fired to create a durable, usable object.
I bought a 3/4" 4'x8' sheet for $38. I cut it up on the table saw. I milled a 6' poplar 2x6 into 1.5"x1.5" strips which got crosscut to the width of the boards to make clamping blocks.


The edges of the boards were sealed with a stain resistant shellac.


I made quite a few of these because I wanted to donate some to the Art Center. I kept a few sets for myself and my studio - West Huron Sculptors.

Clamped up:

Two sets are 12" high and one is 16" high. 12" wide each. Great for taller pieces. In addition I made two more at 8" high.


I wanted about 1" around the entire part. The edges need to first be sealed with clay. In this case I used water based clay. I've learned that using oil based clay is a much cleaner method as it is easily removed from the Melamine and plaster mold.

Next the object to be cast needs to be placed in the form. It is secured to the bottom with a layer of clay. This keeps the objects from floating up as the plaster is poured in.

We used this plaster which was purchased from Rovin Ceramics in Ann Arbor, MI. It gets mixed in a ratio of about 5000 grams of plaster to one gallon of water. Another way to compute the amounts is 3 parts plaster to 2 parts water, by volume.

The resulting mold, with the prototype still in place:

The mold has been cleaned up a bit with a rasp. The first pour of slip is in place:

After 20 minutes or so I poured out the excess slip:

After the slip set up a bit more I trimmed the top edge with a plastic scraper:

Here compressed air is used to create a separation of the cast from the mold. Once the edges are free it's easy to turn the mold over and bang it onto a table to cause the cast to drop out.

Gee the process works. Craftsmanship score: C-. Inspiring form score: F.


The idea was a twisting, tapered form designed in a way so there would be no undercuts after the parting line of the mold was introduced. Here are the cross section curves - you can see there are no undercuts relative a parting line which could be made. Actually a straight line doesn't work - but the parting "line" is actually a surface and can move subtly to prevent the undercuts. This was modeled with only two curves, then twisted 45 degrees. More cross sections were automatically generated to improve the fidelity of the mesh used for printing.

I had it printed at Shapeways in their cheapest plastic. It is 7" high and 4.3" square at the top. Here's the printed result which took one week to get delivered to me:

The surface has tiny horizontal ridges from the layering done in the printing process. These translate to the mold and appear on the piece. By the time the glaze is on you don't see it at all however.

Time to make the molds. It starts with laying a clay bed down to hide the bottom half of the prototype. In this way only the top is exposed to the first mold.


Yup, I forgot the mold release. Fuckity-fuck-me! The two sides were completely stuck together. I had to axe/chisel the new mold off. Surprisingly, and happily, I was able to at least save the first mold:

Okay, back on track. The plaster is poured AGAIN and allowed to set. After the heat dissipates the forms can be removed.

Here's the 3D printed prototype being removed from the molds. Plastic doesn't stick to plaster so that was easy to remove.


The slip box and bucket mixing method:


Here the mold is filled - the slip I used was purchased from Rovin Ceramics. It is the Laguna Clay Company NS4 Dover Liquid Casting Slip. After pouring in the slip... you wait - in this case about 45 minutes because the plaster was still fairly wet which slows the water absorption. When the mold is drier it's only about 20 minutes.
It's important to drag the slip beyond the edge of the mold opening; this holds it against the mold wall as it solidifies. It's also important to keep the mold full. I usually top of the mold 3 or 4 more times as it dries.

After the wall thickness builds to the desired level the excess slip can be poured out for reuse. Below the molds have been separated.

The form needs to be carefully pulled from the other mold half. Again, using compressed air is extremely helpful. You can see the seam which is cleaned up with the clay tools and a brush:

The top of the form requires more trimming/shaping to clean it up. I usually just drag the piece, once leather hard, over some flat 80 grit sandpaper to smooth it out. Then scrape on a subtle chamfer along the inside and outside edges.

Any ridges from where the molds meet can be scraped out:

Things are smoothed over with 80 grit sandpaper. That's generally very aggressive paper but it works well because using horizontal strokes matches the layering of the 3D print. So the seam cleanup seems cohesive.

See this post for some results: Slip Casting Update.


The basic process involves pouring a plaster mold of a form, then pouring in liquid clay known as slip to create a ceramic version of the objects. The ceramic molded part is fired to create a durable, usable object.
Making Cottle Boards
This method uses something called cottle boards to make the plaster mold. I wanted to make the boards from Melamine surfaced particle board. The Melamine surface doesn't stick to the plaster so the forms release from the mold very easily.I bought a 3/4" 4'x8' sheet for $38. I cut it up on the table saw. I milled a 6' poplar 2x6 into 1.5"x1.5" strips which got crosscut to the width of the boards to make clamping blocks.

I drilled holes to attach the clamp block to the Melamine and screwed them on. The drill holes, which will be exposed to the wet plaster, were sealed with an adhesive sealant and were covered in plastic caps.

The edges of the boards were sealed with a stain resistant shellac.


I made quite a few of these because I wanted to donate some to the Art Center. I kept a few sets for myself and my studio - West Huron Sculptors.
New Cottle Board Design
After making the original set I came up with a better design. No more screw holes. Instead I rabbeted the edge to accommodate the clamp block. In this way the connection is Poplar to particle board rather then Poplar to Melamine. Thus the glue adheres just fine and there's no need for screws. Here are the boards prior to glue up showing the rabbets:
Clamped up:

Two sets are 12" high and one is 16" high. 12" wide each. Great for taller pieces. In addition I made two more at 8" high.

One Part Mold
As a very simple first test I made a one part mold. I used a basic plastic bathroom cup as the form. Here are the cottle boards clamped together. You can see how the configuration lets you vary the size of the mold. The boards sit on another piece of Melamine.
I wanted about 1" around the entire part. The edges need to first be sealed with clay. In this case I used water based clay. I've learned that using oil based clay is a much cleaner method as it is easily removed from the Melamine and plaster mold.

Next the object to be cast needs to be placed in the form. It is secured to the bottom with a layer of clay. This keeps the objects from floating up as the plaster is poured in.

We used this plaster which was purchased from Rovin Ceramics in Ann Arbor, MI. It gets mixed in a ratio of about 5000 grams of plaster to one gallon of water. Another way to compute the amounts is 3 parts plaster to 2 parts water, by volume.

The resulting mold, with the prototype still in place:

The mold has been cleaned up a bit with a rasp. The first pour of slip is in place:

After 20 minutes or so I poured out the excess slip:

After the slip set up a bit more I trimmed the top edge with a plastic scraper:

Here compressed air is used to create a separation of the cast from the mold. Once the edges are free it's easy to turn the mold over and bang it onto a table to cause the cast to drop out.

Gee the process works. Craftsmanship score: C-. Inspiring form score: F.

Two Part Mold
More complex forms can be made by using a mold which comes apart to release the object. For the two part mold I decided to 3D print an object. The key to this is that the form must have no undercuts and should fall away from the edges of the form. However, I did not want a simple form - I wanted something with some geometric complexity. This is what I came up with:
The idea was a twisting, tapered form designed in a way so there would be no undercuts after the parting line of the mold was introduced. Here are the cross section curves - you can see there are no undercuts relative a parting line which could be made. Actually a straight line doesn't work - but the parting "line" is actually a surface and can move subtly to prevent the undercuts. This was modeled with only two curves, then twisted 45 degrees. More cross sections were automatically generated to improve the fidelity of the mesh used for printing.

I had it printed at Shapeways in their cheapest plastic. It is 7" high and 4.3" square at the top. Here's the printed result which took one week to get delivered to me:

The surface has tiny horizontal ridges from the layering done in the printing process. These translate to the mold and appear on the piece. By the time the glaze is on you don't see it at all however.

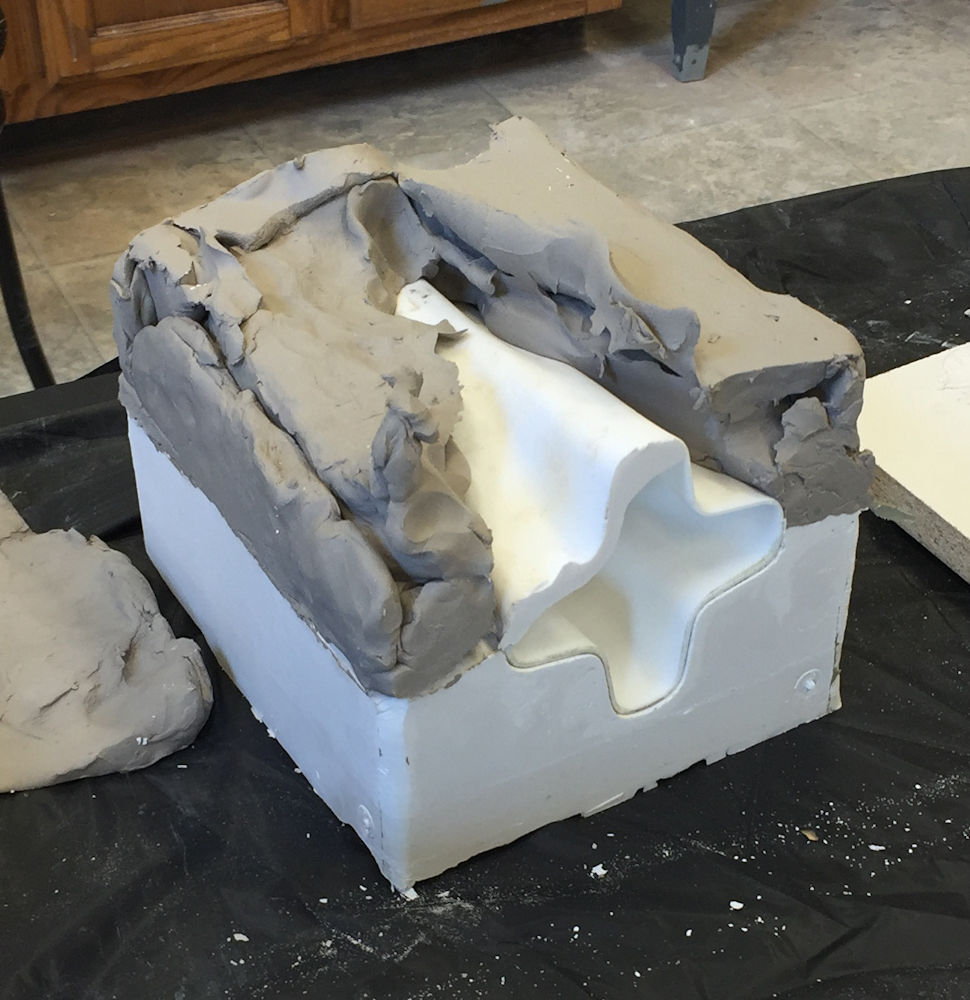
Time to make the molds. It starts with laying a clay bed down to hide the bottom half of the prototype. In this way only the top is exposed to the first mold.

Here's the prototype embedded to the parting line. Clay seals all the seams.

After the plaster has been poured and things have cooled the clay can be stripped off. That completes one half of the mold:

Now to make the second mold. Here the cottle boards surround the first section of the mold. The second portion is poured over it. A coating of mold release (Murphy's Oil Soap solution works, so does a light coat of WD-40) is essential to keep the two halves from bonding. Essential.

After the plaster has been poured and things have cooled the clay can be stripped off. That completes one half of the mold:
Now to make the second mold. Here the cottle boards surround the first section of the mold. The second portion is poured over it. A coating of mold release (Murphy's Oil Soap solution works, so does a light coat of WD-40) is essential to keep the two halves from bonding. Essential.

Yup, I forgot the mold release. Fuckity-fuck-me! The two sides were completely stuck together. I had to axe/chisel the new mold off. Surprisingly, and happily, I was able to at least save the first mold:

Okay, back on track. The plaster is poured AGAIN and allowed to set. After the heat dissipates the forms can be removed.

Here's the 3D printed prototype being removed from the molds. Plastic doesn't stick to plaster so that was easy to remove.

The Pour
Next step is to pour in the slip. The forms are held together with a tightly stretched inner tube. Clay plugs any areas which would leak - in this case it's the upper area where the fit is chipped away:
The slip box and bucket mixing method:


Here the mold is filled - the slip I used was purchased from Rovin Ceramics. It is the Laguna Clay Company NS4 Dover Liquid Casting Slip. After pouring in the slip... you wait - in this case about 45 minutes because the plaster was still fairly wet which slows the water absorption. When the mold is drier it's only about 20 minutes.
It's important to drag the slip beyond the edge of the mold opening; this holds it against the mold wall as it solidifies. It's also important to keep the mold full. I usually top of the mold 3 or 4 more times as it dries.

After the wall thickness builds to the desired level the excess slip can be poured out for reuse. Below the molds have been separated.

The form needs to be carefully pulled from the other mold half. Again, using compressed air is extremely helpful. You can see the seam which is cleaned up with the clay tools and a brush:

The top of the form requires more trimming/shaping to clean it up. I usually just drag the piece, once leather hard, over some flat 80 grit sandpaper to smooth it out. Then scrape on a subtle chamfer along the inside and outside edges.

Any ridges from where the molds meet can be scraped out:

Things are smoothed over with 80 grit sandpaper. That's generally very aggressive paper but it works well because using horizontal strokes matches the layering of the 3D print. So the seam cleanup seems cohesive.

See this post for some results: Slip Casting Update.



